1. Overview
Homing seems simple enough - just move each joint to a known location, and set LinuxCNC’s internal variables accordingly. However, different machines have different requirements, and homing is actually quite complicated.
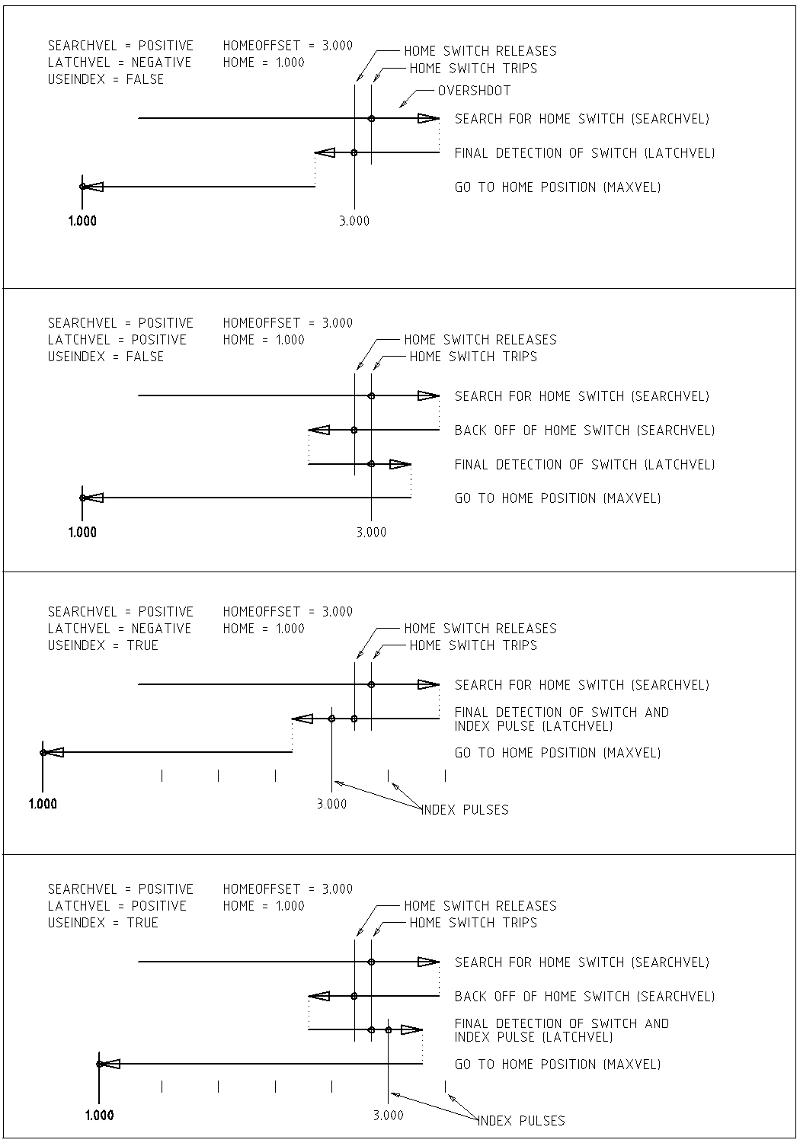
2. Homing Sequence
There are four possible homing sequences, along with the associated configuration parameters as shown in the following table. For a more detailed description of what each configuration parameter does, see the following section.
3. Configuration
The following determines exactly how the home sequence behaves. They are defined in an [AXIS] section of the inifile.
| Homing Type | SEARCH_VEL | LATCH_VEL | USE_INDEX |
|---|---|---|---|
Immediate |
0 |
0 |
NO |
Index-only |
0 |
nonzero |
YES |
Switch-only |
nonzero |
nonzero |
NO |
Switch and Index |
nonzero |
nonzero |
YES |
|
Note
|
Any other combinations may result in an error. |
3.1. HOME_SEARCH_VEL
The default value is zero. A value of zero causes LinuxCNC to assume that there is no home switch; the search stage of homing is skipped.
If HOME_SEARCH_VEL is non-zero, then LinuxCNC assumes that there is a home switch. It begins by checking whether the home switch is already tripped. If tripped it backs off the switch at HOME_SEARCH_VEL. The direction of the back-off is opposite the sign of HOME_SEARCH_VEL. Then it searches for the home switch by moving in the direction specified by the sign of HOME_SEARCH_VEL, at a speed determined by its absolute value. When the home switch is detected, the joint will stop as fast as possible, but there will always be some overshoot. The amount of overshoot depends on the speed. If it is too high, the joint might overshoot enough to hit a limit switch or crash into the end of travel. On the other hand, if HOME_SEARCH_VEL is too low, homing can take a long time.
3.2. HOME_LATCH_VEL
Specifies the speed and direction that LinuxCNC uses when it makes its final accurate determination of the home switch (if present) and index pulse location (if present). It will usually be slower than the search velocity to maximize accuracy. If HOME_SEARCH_VEL and HOME_LATCH_VEL have the same sign, then the latch phase is done while moving in the same direction as the search phase. (In that case, LinuxCNC first backs off the switch, before moving towards it again at the latch velocity.) If HOME_SEARCH_VEL and HOME_LATCH_VEL have opposite signs, the latch phase is done while moving in the opposite direction from the search phase. That means LinuxCNC will latch the first pulse after it moves off the switch. If HOME_SEARCH_VEL is zero (meaning there is no home switch), and this parameter is nonzero, LinuxCNC goes ahead to the index pulse search. If HOME_SEARCH_VEL is non-zero and this parameter is zero, it is an error and the homing operation will fail. The default value is zero.
3.3. HOME_FINAL_VEL
It specifies the speed that LinuxCNC uses when it makes its move from HOME_OFFSET to the HOME position. If the HOME_FINAL_VEL is missing from the ini file, then the maximum joint speed is used to make this move. The value must be a positive number.
3.4. HOME_IGNORE_LIMITS
Can hold the values YES / NO. The default value for this parameter is NO. This flag determines whether LinuxCNC will ignore the limit switch input for this axis while homing. Setting this to YES will not ignore limit inputs for other axes. If you do not have a separate home switch set this to YES and case connect the limit switch signal to the home switch input in HAL. LinuxCNC will ignore the limit switch input for this axis while homing. To use only one input for all homing and limits you will have to block the limit signals of the axes not homing in HAL and home one axis at a time.
3.5. HOME_USE_INDEX
Specifies whether or not there is an index pulse. If the flag is true (HOME_USE_INDEX = YES), LinuxCNC will latch on the rising edge of the index pulse. If false, LinuxCNC will latch on either the rising or falling edge of the home switch (depending on the signs of HOME_SEARCH_VEL and HOME_LATCH_VEL). The default value is NO.
3.6. HOME_OFFSET
Contains the location of the home switch or index pulse, in joint coordinates. It can also be treated as the distance between the point where the switch or index pulse is latched and the zero point of the joint. After detecting the index pulse, LinuxCNC sets the joint coordinate of the current point to HOME_OFFSET. The default value is zero.
3.7. HOME
The position that the joint will go to upon completion of the homing sequence. After detecting the index pulse, and setting the coordinate of that point to HOME_OFFSET, LinuxCNC makes a move to HOME as the final step of the homing process. The default value is zero. Note that even if this parameter is the same as HOME_OFFSET, the joint will slightly overshoot the latched position as it stops. Therefore there will always be a small move at this time (unless HOME_SEARCH_VEL is zero, and the entire search/latch stage was skipped). This final move will be made at the joint’s maximum velocity. Since the joint is now homed, there should be no risk of crashing the machine, and a rapid move is the quickest way to finish the homing sequence. [1]
3.8. HOME_IS_SHARED
If there is not a separate home switch input for this axis, but a number of momentary switches wired to the same pin, set this value to 1 to prevent homing from starting if one of the shared switches is already closed. Set this value to 0 to permit homing even if the switch is already closed.
3.9. HOME_SEQUENCE
Used to define a multi-axis homing sequence HOME ALL and enforce homing order (e.g., Z may not be homed if X is not yet homed). An axis may be homed after all axes with a lower HOME_SEQUENCE have already been homed and are at the HOME_OFFSET. If two axes have the same HOME_SEQUENCE, they may be homed at the same time. If HOME_SEQUENCE is -1 or not specified then this joint will not be homed by the HOME ALL sequence. HOME_SEQUENCE numbers start with 0 and there may be no unused numbers.
3.10. VOLATILE_HOME
If this setting is true, this axis becomes unhomed whenever the machine transitions into the OFF state. This is appropriate for any axis that does not maintain position when the axis drive is off. Some stepper drives, especially microstep drives, may need this.
3.11. LOCKING_INDEXER
If this axis is a locking rotary indexer, it will unlock before homing, and lock afterward.